机械设计:图纸与公差
Posted by Mars . Modified at
机械设计:图纸与公差
图纸相关
图纸所遵循的标准
目前世界上主要有两种尺寸公差标准体系,一种是欧洲主导的ISO-GPS标准体系,一种是美国ASME-GD&T体系。
我国的相关国家标准GB/T基本完全引用ISO-GPS体系。
二者在80%方面均一致,仅在部分方面因侧重方向不同有所差异。ISO-GPS标准体系相对更严谨复杂,可对ASME-GD&T体系进行完全覆盖。

ISO-GPS标准
- 全称:Geometrical Product Specifications;
- 中文:产品几何技术规范;
- 特点:1、
默认独立原则;2、注重严谨,有完善的数学定义可完全消除歧义,符号系统复杂;3、偏向理论,强调产品一致性。 - 应用地区:欧洲、日本、国际项目,
我国也在逐步跟进; - 核心标准:ISO 1101、ISO 5459、ISO 8015等共计数百项标准;
- 场景:国际协作、标准化程度高的工程系统。
ASME-GD&T标准
- 全称:Geometric Dimensioning and Tolerancing;
- 中文:几何尺寸和公差;
- 特点:1、
默认包容原则;2、公差表达服务于功能和装配,公差定义贴近生产制造现场,符号化程度高;3、偏向应用。 - 应用地区:美国及美系企业;
- 核心标准:ASME Y14.5;
- 场景:功能性制造导向项目,如航空航天、汽车等领域。
如何确定图纸所遵循的标准
从以下几个方面确定:
- 最佳方式:在图纸右下角标题栏上方或技术要求中,注明尺寸公差所遵循的标准:
- 国标(ISO-GPS):
公差标注按GB/T 4249-2018 - ISO-GPS:
Tolerancing ISO 8015 - ASME-GD&T:
Interpreting Drawing Per ASME Y14.5-2018
- 国标(ISO-GPS):
- 间接引入:
GPS规定,只要引用了GPS标准矩阵中的任一标准,就默认接入了整个GPS标准体系。常见的被引GPS体系标准有:- GB/T 1182-2018: GPS 几何公差 形状、方向、位置和跳动公差标注
- GB/T 1184-1996:形状和位置公差 未注公差值
- GB/T 1804-2000:一般公差 未注公差的线性和角度尺寸的公差
- 查看图纸特征:
- 中文图纸,带有圆圈型基准符号一般为GB/T(ISO-GPS)图纸;
- 具有复杂的符号修饰符标注:GB/T(ISO-GPS)图纸;
- 具有复合位置度、复合轮廓度:ASME GD&T标准。
常用GPS标准与GB/T标准对应表
| GB/T | ISO | 标准名称 |
|---|---|---|
| GB/T 20308-2020 | ISO 14638:2020 | GPS 矩阵模型 |
| GB/T 4249-2018 | ISO 8015:2011 | GPS 基础概念、原则和规则 |
| GB/T 38760-2020 | ISO 22432:2011 | GPS 规范和检验中使用的要素 |
| GB/T 24637.1-2020 | ISO 17450-1:2011 | GPS 通用概念 第 1 部分:几何规范和检验的模型 |
| GB/T 24637.2-2020 | ISO 17450-2:2012 | GPS 通用概念 第 2 部分:基本原则、规范、操作级和不确定度 |
| GB/T 24637.3-2020 | ISO 17450-3:2016 | GPS 通用概念 第 3 部分:被测要素 |
| GB/T 24637.4-2020 | ISO 17450-4:2017 | GPS 通用概念 第 4 部分:几何特征的GPS偏差量化 |
| GB/T 38762.1-2020 | ISO 14405-1:2016 | GPS 尺寸公差 线性尺寸 |
| GB/T 38762.2-2020 | ISO 14405-2:2018 | GPS 尺寸公差 除线性、角度以外的其他尺寸 |
| GB/T 38762.3-2020 | ISO 14405-3:2016 | GPS 尺寸公差 角度尺寸 |
| GB/T 1800.1-2020 | ISO 286-1:2010 | GPS 线性尺寸公差 ISO 代号体系 第 1 部分:公差、偏差和配合的基础 |
| GB/T 1800.2-2020 | ISO 286-1:2010 | GPS 线性尺寸公差 ISO 代号体系 第 2 部分:标准公差带代号和孔、轴的极限偏差表 |
| GB/T 1182-2018 | ISO 1101:2017 | GPS 几何公差 形状、方向、位置和跳动公差标注 |
| GB/T 17851-2022 | ISO 5459:2024 | GPS 几何公差 基准和基准体系 |
| GB/T 17852-2018 | ISO 1660:2017 | GPS 几何公差 轮廓度公差标注 |
| GB/T 16671-2018 | ISO 2692:2014 | GPS 几何公差 最大实体要求、最小实体要求和可逆要求 |
| GB/T 13319-2020 | ISO 5458:2018 | GPS 几何公差 成组(要素)与组合几何规范 |
| GB/T 16892-2022 | ISO 10579:2010 | GPS 尺寸和公差标注 非刚性零件 |
| GB/T 17773-1999 | ISO 10578:1992 | 形状和位置公差 延伸公差带及其表示法 |
| GB/T 1958-2017 | 无 | GPS 几何公差检测与验证 |
| GB/T 131-2006 | ISO 21920-1:2021 | GPS 技术产品文件中表面结构的表示法 |
| GB/T 3505-2009 | ISO 21920-2:2021 | GPS 表面结构 轮廓法:术语、定义及表面结构参数 |
| GB/T 10610-2009 | ISO 21920-3:2021 | GPS 表面结构 轮廓法:评定表面结构的规则和方法 |
| GB/T 7220-2004 | ISO 21920:2021 | GPS 表面结构 轮廓法:表面粗糙度 术语 参数测量 |
| GB/T 1031-2009 | ISO 21920:2021 | GPS 表面结构 轮廓法:表面粗糙度参数及其数值 |
| GB/T 16747-2009 | ISO 21920:2021 | GPS 表面结构 轮廓法:表面波纹度词汇 |
| GB/T 15757-2002 | ISO 8785:1998 | GPS 表面缺陷术语、定义及参数 |
| GB/T 1184-1996 | ISO 2768-2:1989 | 形状和位置公差 未注公差值 |
| GB/T 1804-2000 | ISO 2768-1:1989 | 一般公差 未注公差的线性和角度尺寸的公差 |
| GB/T 13319-2020 | ISO 5458:2018 | 产品几何技术规范(GPS) 几何公差 成组(要素)与组合几何规范 |
传统坐标尺寸公差的缺点
- 缺乏基准,图纸理解存在歧义;
- 公差带需为矩形,无法充分满足某些场景,使公差带变小;
- 公差为固定值,无法因实际情况得到补偿;
- 公差存在累积效应;
- 产品功能无法表达;
- 不准确,不利于数字化开发。
传统坐标尺寸公差标注方式,仅可以用在表示尺寸要素(FOS)的大小。
如:孔的直径、轴的粗细、凸台宽度等。
尺寸要素FOS与尺寸
尺寸要素是指由一定大小的线性尺寸或角度尺寸可以完全确定的几何形状。
尺寸要素包括线性尺寸要素和角度尺寸要素。
线性尺寸要素一般包括:
- 圆柱面;
- 球面;
- 两相对平行平面;
- 圆;
- 两相对平行直线;
- 两不同半径的同心圆;
- 圆环;
角度尺寸要素一般为两相交互成角度的直线或两相交互成角度的平面,如圆锥顶角。
尺寸是定义尺寸要素的可变参数。
尺寸的分类
尺寸依不同维度,可进行如下分类。
- 按公称状态的不同定义:基本尺寸、上下极限尺寸、最大最小实体尺寸、公称尺寸;
- 按实际工件尺寸评估时的局部或整体性:局部尺寸、全局尺寸;
按公称状态的不同定义
基本尺寸
图纸上标注的尺寸(不含公差部分)均为基本尺寸。
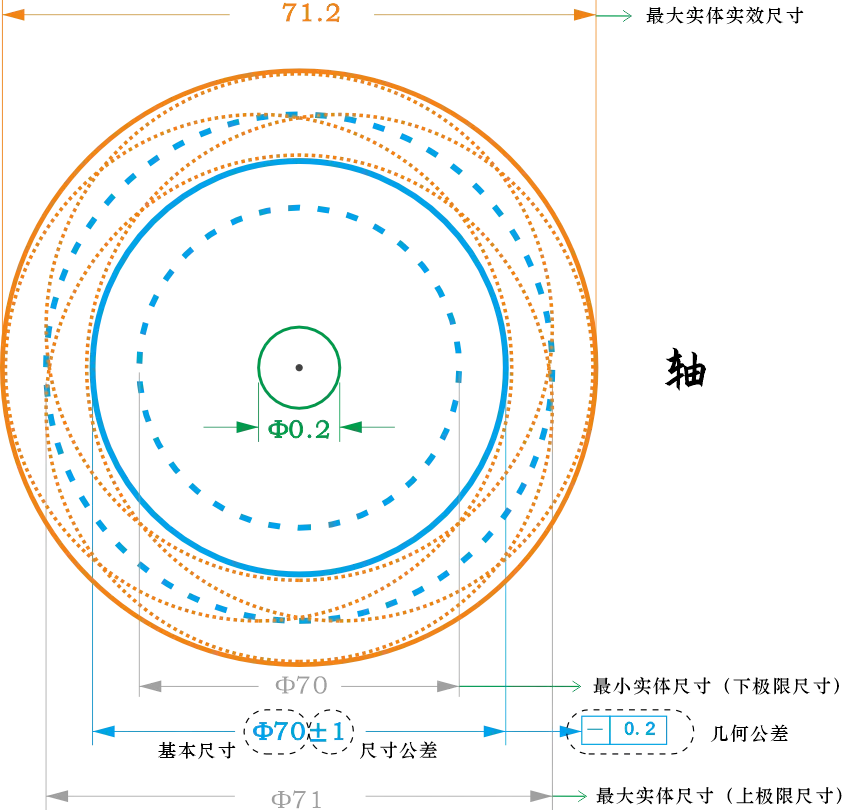
极限尺寸
由基本尺寸进一步考虑公差条件下的最大(小)设计尺寸。
- 最大极限尺寸(也叫上极限尺寸):
基本尺寸 + 上公差值; - 最小极限尺寸(也叫下极限尺寸):
基本尺寸 + 下公差值;
最大(小)实体尺寸
所用材料最多时的极限尺寸。
对于轴,最大实体尺寸等于最大极限尺寸(上极限尺寸),最小实体尺寸等于最小极限尺寸(下极限尺寸)。
对于孔,最大实体尺寸等于最小极限尺寸(下极限尺寸),最小实体尺寸等于最大极限尺寸(上极限尺寸)。
最大(小)实体实效尺寸
在最大实体尺寸的基础上,计入几何公差后所形成的新的综合极限状态的尺寸。
公称尺寸
图纸上标注的尺寸,包含上下公差,合称为公称尺寸。
按实际工件尺寸评估时的局部或整体性
本部分参照《GB/T 38762.1-2020》第3小节。
局部尺寸
两点尺寸
实际工件上的线性尺寸要素,进行提取后两相对点间的距离。
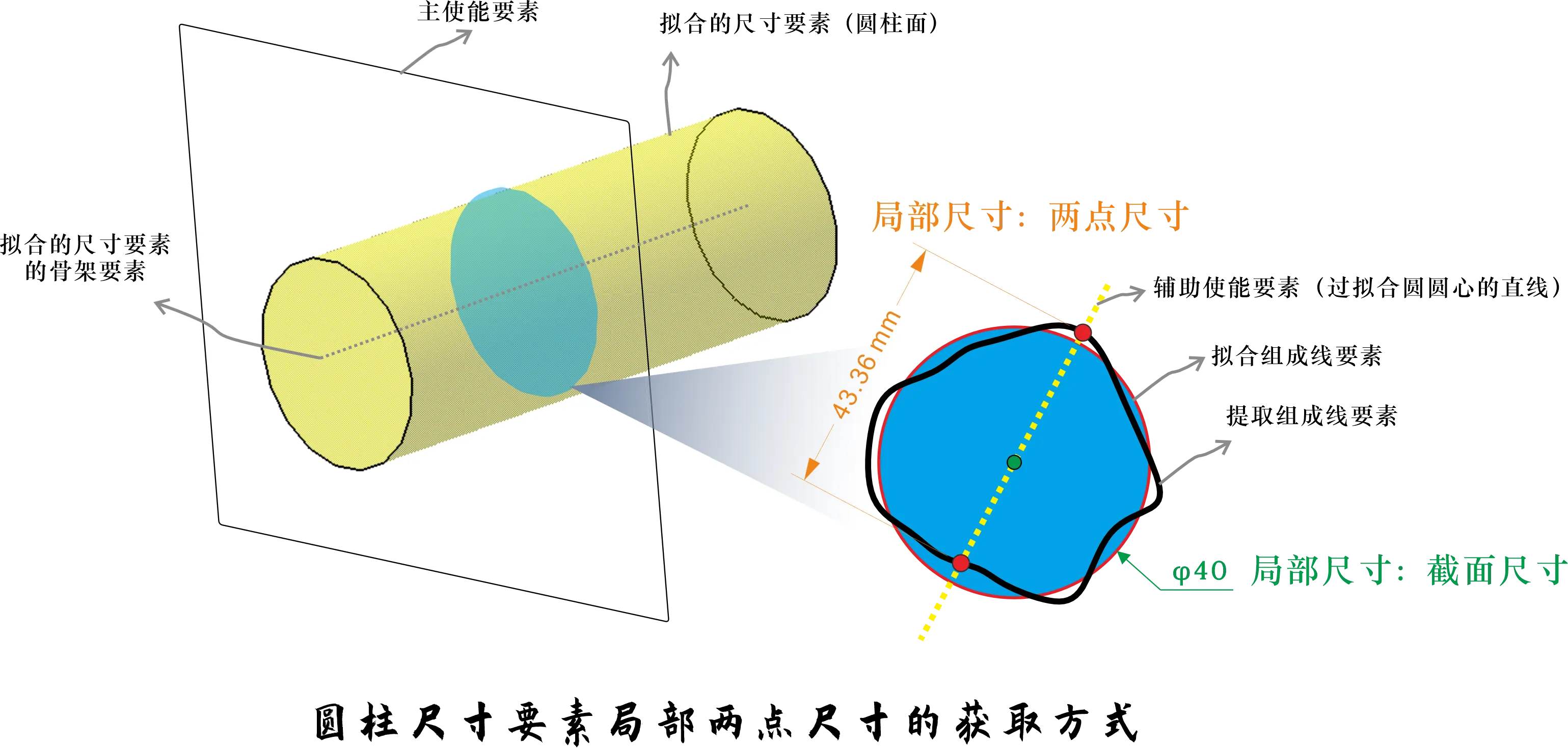
截面尺寸
实际工件上的线性尺寸要素,进行提取后某一横截面的全局尺寸。
其他局部尺寸
部分尺寸、球面尺寸等,不常用。
全局尺寸
全局尺寸就是拟合组成要素的尺寸。
最小外接尺寸、最大内切尺寸
最小外接尺寸、最大内切尺寸是对提取的组成要素进行拟合(最小外接准则、最大内切准则)后得到拟合要素的直接全局尺寸。
最小外接尺寸、最大内切尺寸与作用尺寸(体外作用尺寸和体内作用尺寸)相对应,一般说作用尺寸默认指体外作用尺寸。
体外作用尺寸:在被测要素的给定长度上,与实际内表面体外相接的最大理想面或与实际外表面体外相接的最小理想面的直径或宽度。
作用尺寸的翻译:
- 孔:与孔内接的最大理想轴的直径。
- 轴:与轴外接的最小理想孔的直径。
其他全局尺寸
其他全局尺寸的获得方式是一样的,只是尺寸要素提取后应用的拟合准则不同。常见有:最小二乘尺寸、切比雪夫尺寸等。
基本尺寸的分类
实体尺寸
实体尺寸,就是尺寸要素FOS的尺寸。
表现为约束几何体外形大小的尺寸(能被卡尺直接测量的尺寸)。
表现形式一般为:孔、轴、板、槽、球的外形尺寸。
位置尺寸
约束两个要素相对位置关系的尺寸。如:
- 两个理论平行平面的距离;
- 孔中心轴线相对于板端平面的距离。
位置尺寸理论上必须标明基准,以明确测量方式。
方向尺寸
约束两个要素相对方向的尺寸。如:
- 某一平面相对于另一平面的夹角角度。
方向尺寸理论上必须标明基准,以明确测量方式。
形状尺寸
约束形状的尺寸,一般仅包括倒角值C和倒圆角半径R。
几何要素分类
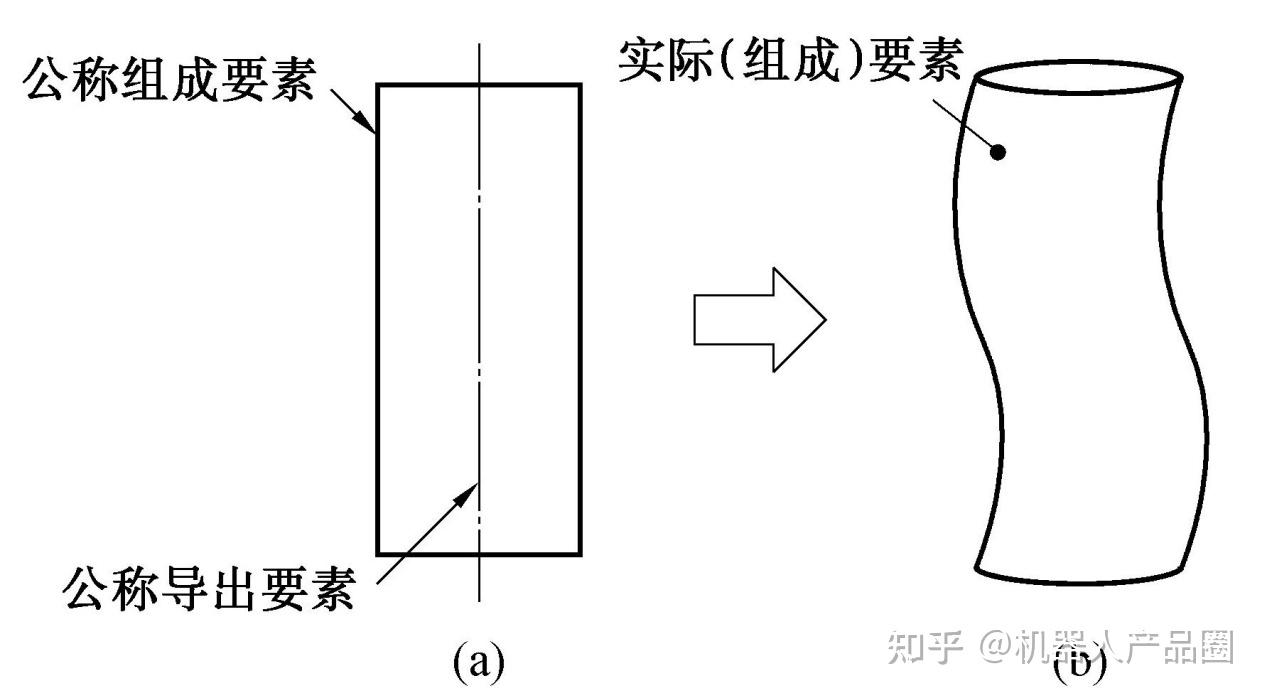
1、按结构特征分:组成要素、导出要素
组成要素:是构成零件外形,零件上实际存在的点、线、面。
导出要素:由零件上实际存在的点、线、面(组成要素)通过计算、平均、拟合等操作得到的虚拟元素。
导出要素通常指通过组成要素得到的:中心点、中心线和中心面。
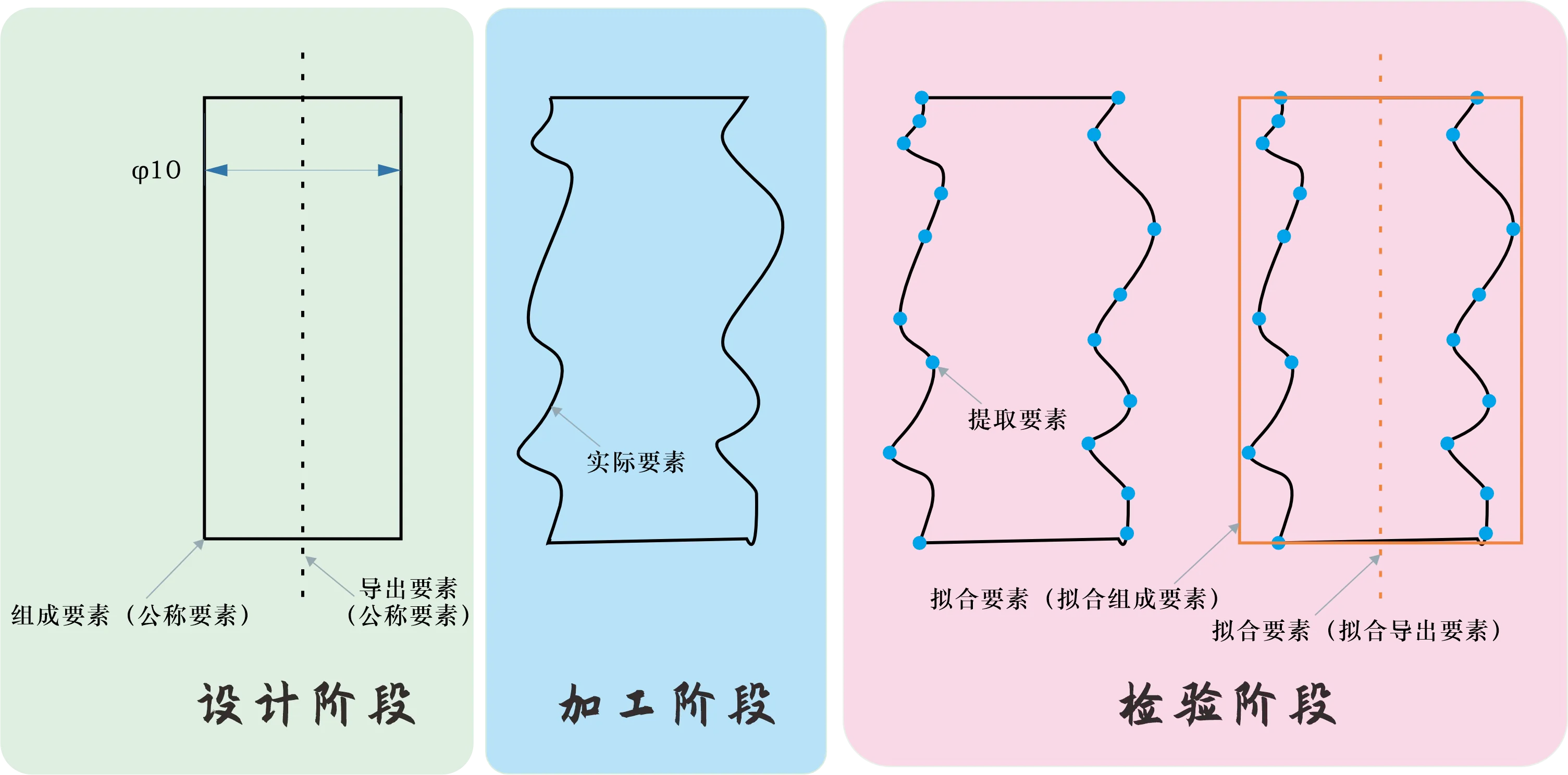
2、按存在状态分:实际要素、公称要素
实际要素:加工后零件上实际存在的要素。
公称要素:用于表达设计要求的理论正确要素,是用于在理想状态下对零件进行几何约束的要素,没有任何误差。
3、按检验过程的先后顺序分:提取要素、拟合要素
由于无法获取加工后零件的完整实际要素(如实际的线、面等数据),检验时只能对实际要素进行采样提取采集若干点。
提取要素:对加工后零件上实际要素进行采样,提取有限数目的点所形成的点集,作为实际要素的近似替代要素用于检测分析。细分为提取组成要素和提取导出要素。
拟合要素:按规定算法,由提取要素计算得到的具有理想形状的要素,用于与基准要素进行比对进行检验的依据。细分为拟合组成要素和拟合导出要素。
4、按检测关系分:被测要素、基准要素
被测要素:零件图上进行标注,等待被检验的要素。
基准要素:用于确定检测被测要素的位置和方向的要素。
公差 Tolerancing
基本公差原则:包容原则、独立原则
基本公差原则规定了默认条件下,尺寸公差和几何公差的关联关系。
基本公差原则包括:包容原则与独立原则。
包容原则
包容原则为美国ASME标准所采用的默认基本公差原则(我国国标和欧洲ISO标准,包容原则不是默认)。
其基本含义是:在默认情况下,零件的实际要素,不能超出尺寸要素(FOS)公差所约定的最大实体边界。
包容原则的理解:
1、包容原则只对尺寸要素FOS有效,也就是约定孔、轴、板、槽、球外形大小的尺寸,对位置、方向和形状尺寸不适用;
2、包容原则下,尺寸公差对几何体的形状也产生约束,也就是将尺寸公差与几何公差联系起来;
3、包容原则的目的是使零件实际要素不超过最大实体边界,也就是保证零件的装配性;
4、包容原则的尺寸公差,在约束每一个截面的尺寸外,还约束了要素的整体形状,因此相对于独立原则要求更高,加工更不经济;
5、包容原则为默认原则时,如需使用独立原则,需在尺寸后加修饰符
Ⓘ。
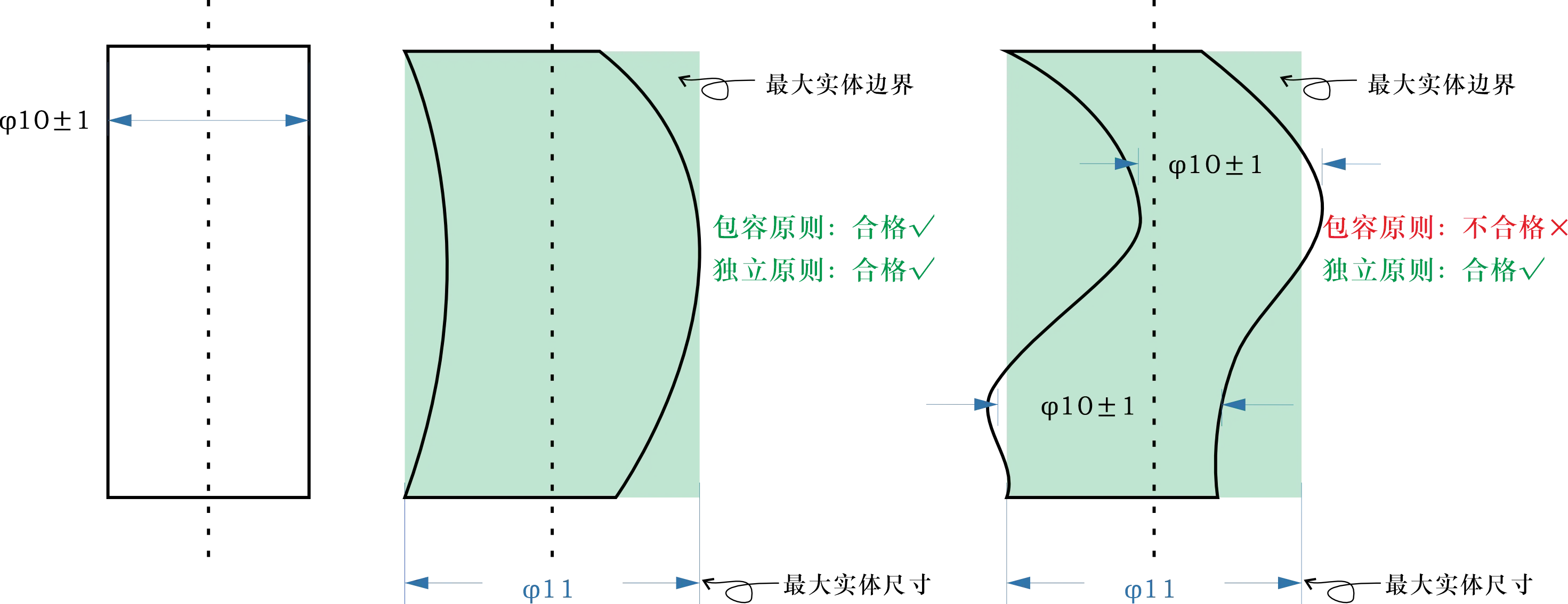
独立原则
独立原则为我国国标和欧洲ISO标准所采用的默认基本公差原则(我国国标和欧洲ISO标准,包容原则不是默认)。
独立原则:图纸上给定的尺寸公差和几何公差是独立的,应分别满足要求。独立原则下,尺寸公差和几何公差互相独立,互不影响。
在独立原则下,图纸标注的尺寸公差只控制局部实际尺寸(两点尺寸),即任意一个横截面局部测量的尺寸,不控制要素本身的形状误差。
独立原则为默认原则时,如需使用包容原则,需在尺寸后加修饰符
Ⓔ。
相关要求
在ISO-GPS标准体系下,遵循独立原则,尺寸公差与几何公差默认是相互独立的。
相关要求用于将尺寸公差与几何公差建立相互联系,用尺寸公差来补偿几何公差,放大公差带提高产品合格率。
相关要求包括最大实体状态要求和最小实体状态要求。
最大实体状态要求Ⓜ
标注方法与含义
最大实体状态要求用Ⓜ表示,可以标注在几何公差值后面,也可以标注在几何公差的基准后面。
- 当标注在几何公差值后时,表示标注的几何公差值约束状态为被测要素的
最大实体状态。当被测要素实际尺寸偏离最大实体状态时,几何公差值得到补偿,补偿值为实际尺寸与最大实体状态尺寸的差的绝对值; - 当标注在几何公差的基准后时,表示
基准偏移。表示被标注的基准实际几何要素在最大实体状态时满足所标注的几何公差要求,当基准实际要素偏离最大实体状态时,基准可以在不超过最大实体状态范围内自由移动,同时带动所标注的被测要素的几何公差带移动。
特点
- 只能用于
尺寸要素的中心导出要素上,无论是用于几何公差的被测要素,还是基准要素; - 在几何公差中,只能用于
直线度、平面度、垂直度、平行度、倾斜度和位置度,圆度、圆柱度、轮廓度和跳动不适用; - 主要功能为
约束零件要素的最大实体实效边界,保证零件的可装配性,是保证装配的同时,放大产品公差带,提升零件合格率的手段。
最小实体状态要求Ⓛ
基准(Datum)
以下内容参考《GB/T 17851-2022 GPS 几何公差 基准和基准体系》
基准由一系列理想要素的方位要素组成。
其中,理想要素由实际工件上被标注基准的组成要素,经提取拟合建立。
基准一定是拟合要素(理想要素)。
基准的功能
- 最主要:限制公差带的自由度(定位和定向);
- 用于几何公差辅助要素,对相交平面、定向平面、方向要素或组合平面进行定向;
- 确定实效状态的方向和位置。
默认情况下,基准限制它所能限制的所有自由度。
当基准后面标有
><符号时,它只限制方向自由度。
基准的几种形式
- 平面(几何要素);
- 中心平面(导出要素);
- 中心轴(导出要素);
基准的选取
一般情况下选取配合面作为基准。建立基准的顺序综合考虑以下因素:
- 定位的优先级;
- 装配时与对手件接触的先后顺序。
基准的默认拟合方式
基准的默认拟合方式分两种情况:
- 基准是带公差(含默认公差)的尺寸要素建立时:默认用
最大内切/最小外接方式拟合; - 基准是由理论尺寸要素建立、或者由零件表面轮廓建立,基准的默认拟合方式是:
切比雪夫拟合。
基准的标注方式
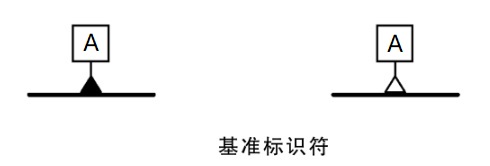
基准符号
单一要素建立的基准,用一个方框标注,通过指引线用一个填充的或空白的三角形连接到对应用于建立基准的要素。
基准代号
基准代号用大写字母表示,从A到Z。如果有更多基准需要建立,用两个字母表示,从AA到ZZ,以此类推。
I、O、Q和X不推荐用于建立基准,因为容易产生误解。
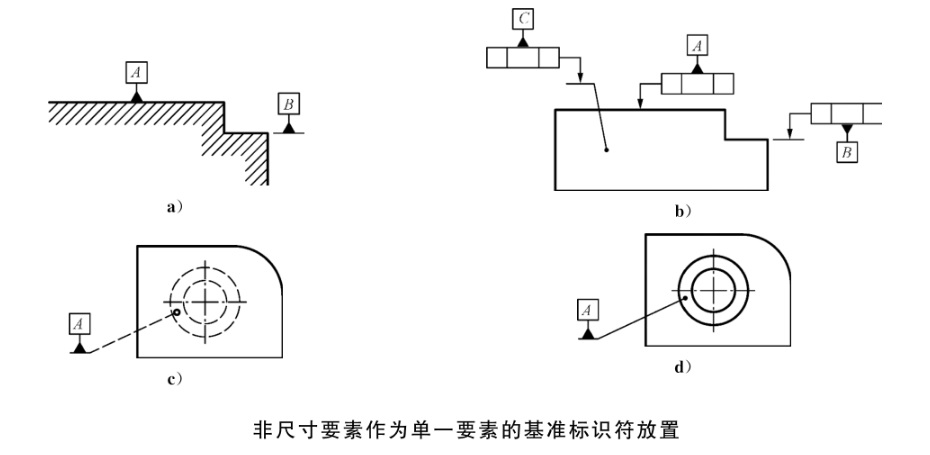
直接由零件表面轮廓建立的基准标注
- 基准符号
直接放在表面轮廓上; - 基准符号放在
表面轮廓的延长线上; - 基准符号放在指向表面轮廓、表面轮廓延长线或参照线的
几何公差框格上; - 基准符号放在
指引线末端,指引线起始端用圆点与表面轮廓关联(当表面轮廓可见时用实线和实心圆点,不可见时用虚线和空心圆点)。
尺寸要素建立的基准标注(中心线、中心面作基准)
- 基准符号放在
尺寸线延长的位置; - 放在
指向尺寸线延长线的公差框格上; - 放在
尺寸的参照线上; - 放在
与参照线相连的公差框格上;
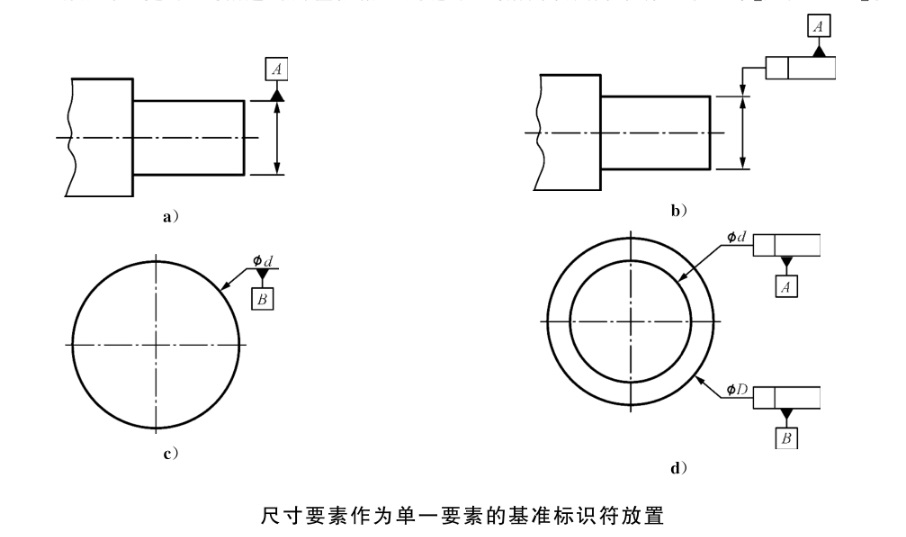
尺寸要素建立的基准,需要用理论正确尺寸或公差(包含未注默认公差)约束。
由图形关系隐含的理论正确尺寸不用标注:0mm、0°、90°、180°和270°。
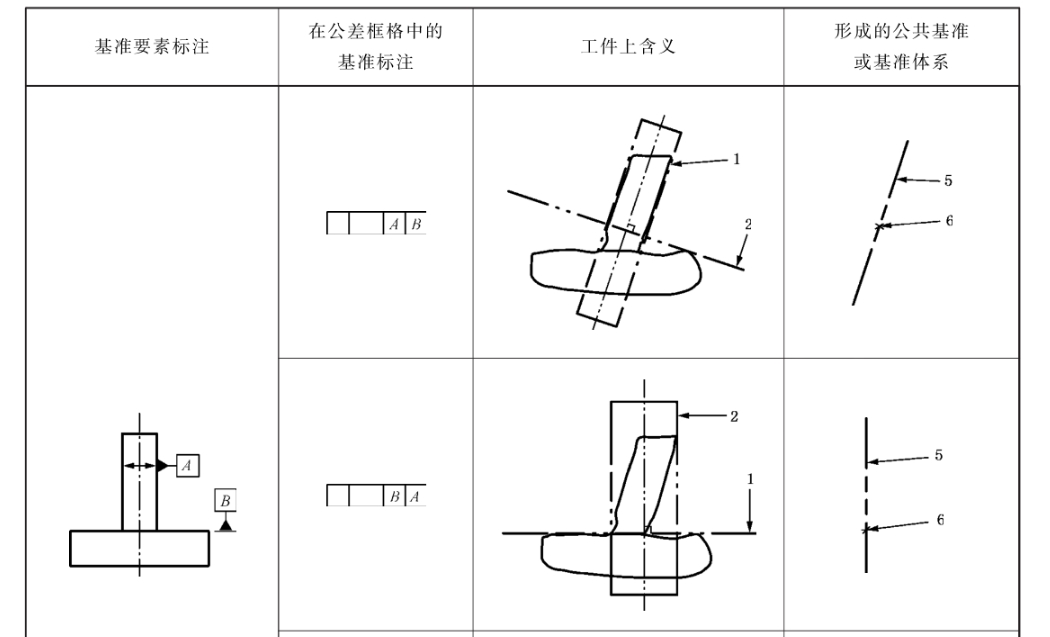
公共基准
基准体系
多个约束方向不同的基准可以形成基准体系。一个基准体系最多可以由三个基准构成。
几何公差标注时,构成基准体系的基准代号依次分别写在公差后面的独立框格中。依标注先后次序,依次称为第一基准、第二基准与第三基准。
基准体系标注的先后次序,就是最终实际确定基准的拟合先后顺序,对最终基准体系的建立有重要作用。不同的标注次序,体现的是基准的依赖重要程度的不同,造成建立的最终基准体系也不同。
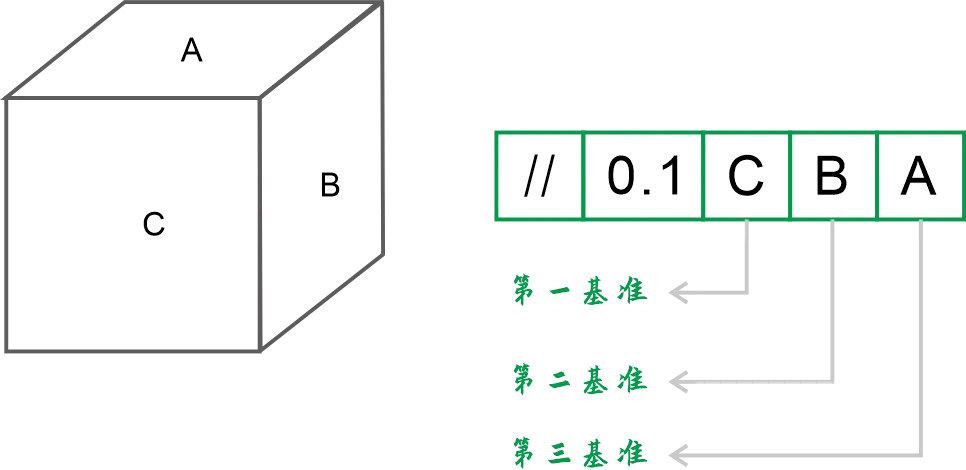
一般第一基准得到最好的拟合,第二基准次之,第三基准更次之。因此应依照基准的重要程度进行基准体系标注排序。
- 第一基准的建立不受任何位置和方向约束,因此可以得到最好的拟合;
- 第二基准的建立受第一基准的位置和方向约束;
- 第三基准的建立同时受第一、第二基准的位置和方向约束。
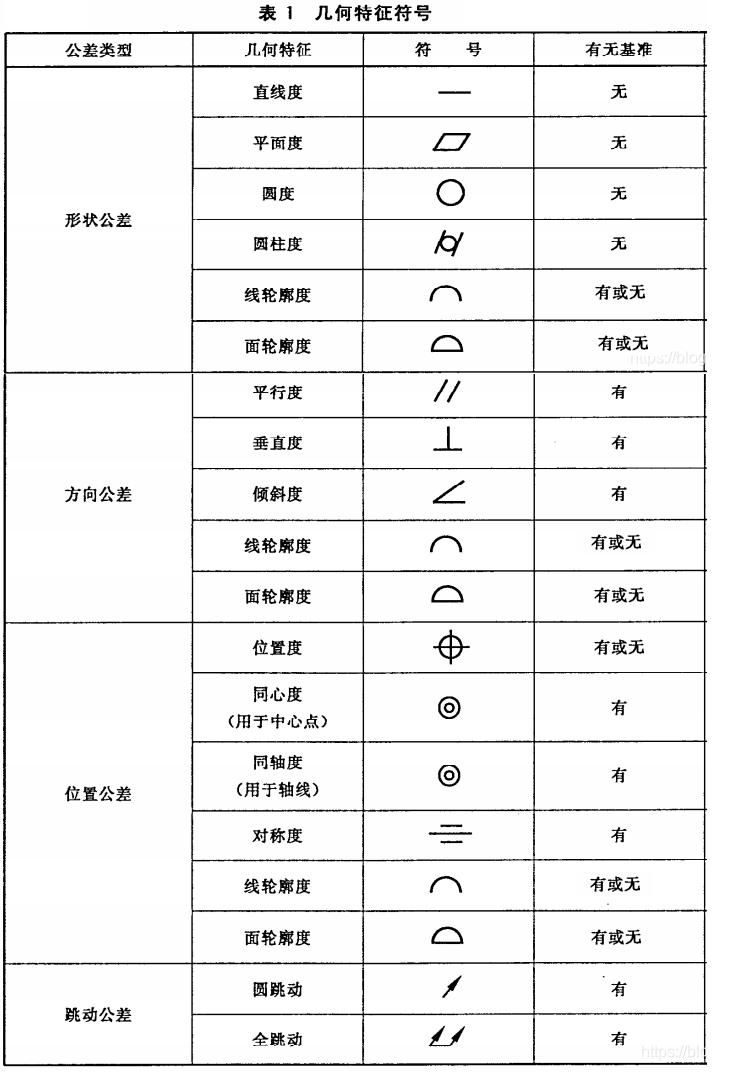
几何公差
几何公差总览表
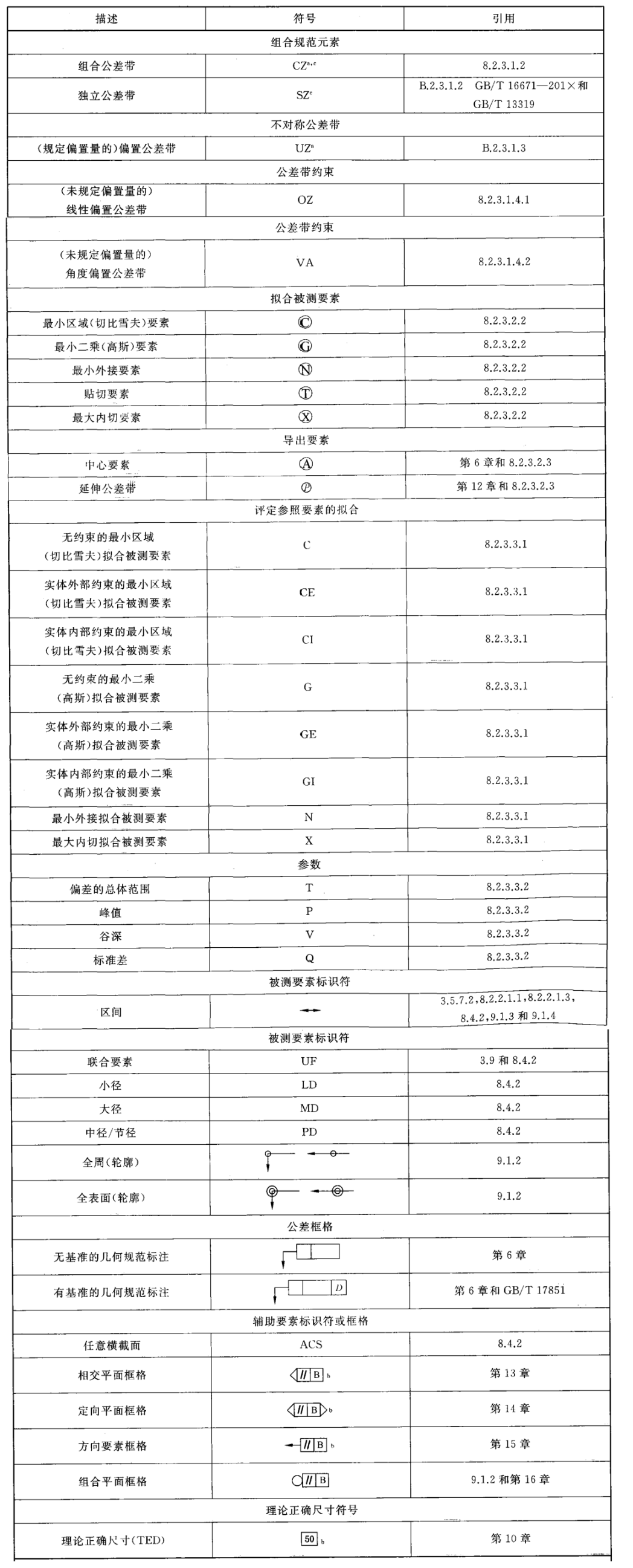
几何公差修饰符号总览
自由状态Ⓕ
自由状态是指零件只受重力作用时的状态。它适用于非刚性零件(包括钣金、橡胶、塑料、复合材料和其他柔性零件等),即在装配约束后会产生显著变形的零件。
自由状态Ⓕ可标注在几何公差值的后面,表示这个几何公差的检测条件是在自由状态。
一般仅在同时标注约束状态和自由状态两种公差时才明确标注Ⓕ,当不存在约束状态的公差时无需标注Ⓕ;
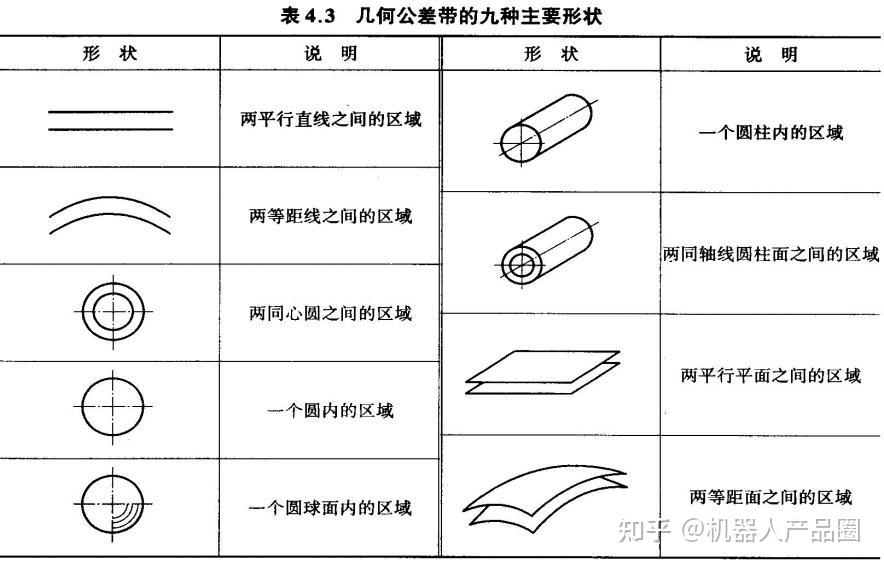
几何公差、公差带的含义
(1)几何公差是指实际被测要素相对图纸上给定的理想形状、 理想位置(基准要素)的允许变动量。
(2)几何公差带是用来限定实际被测要素变动的区域 ,定义几何误差的最大允许值。
(3)只要被测要素全部落在给定的公差带内,就表示该被测要素合格。
(4)几何公差带具有形状、大小、方向和位置四个特征要素。
(5)几何公差带的形状由被测要素的理想形状和给定的公差特征所决定。
几何公差的理解
位置度
位置度的功能
- 管控尺寸要素中心导出要素间的相对位置关系;
- 管控单一尺寸要素,或多个成组尺寸要素中心导出要素相对基准的位置关系;
- 管控尺寸要素间的同轴、对称关系(实为功能1的特殊情况);
- 管控单一平表面相对于基准的位置关系。(此时相当于轮廓度)
位置度的特点
- 可以带基准,也可以不带基准[a];
- 只能用在
单一尺寸要素、多个(独立或成组)尺寸要素或单一平表面上; - 同时管控要素的
方向和位置; - 公差带是
圆柱、一对平行平面的内部区域或球。
a.
①、位置度不带基准时,一定是标注在多个尺寸要素上,含义是约束
要素之间的相对位置;②、位置度带基准时,含义是约束
相对于基准的位置。
位置度相关常用的修饰符
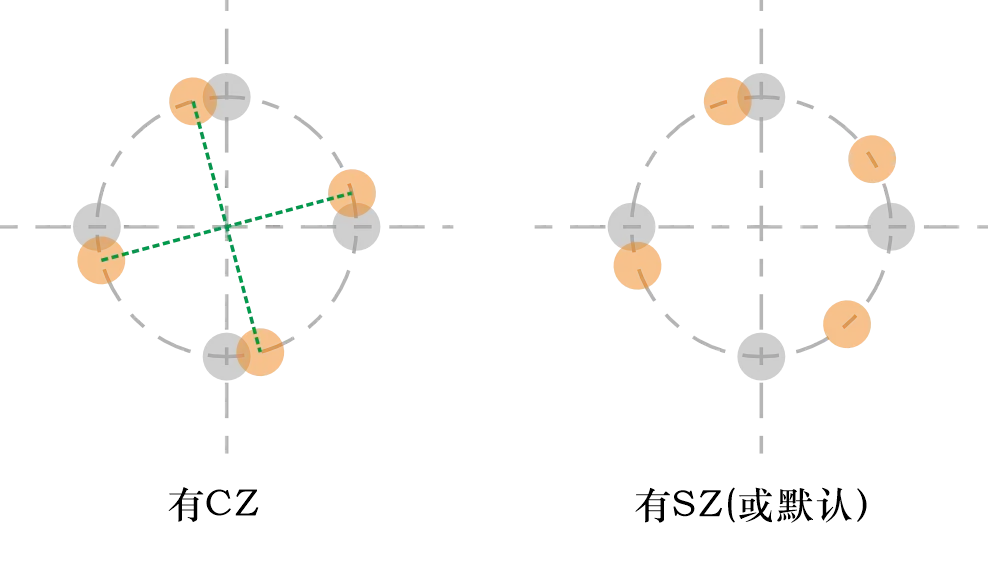
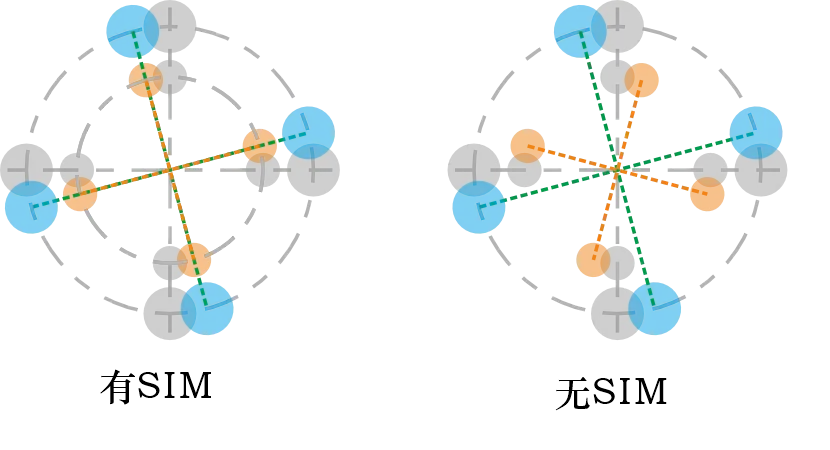
UF: 联合要素,添加在成组尺寸公差的后面,用于将多个几何要素联合成一个要素来进行评估;Ⓜ: 最大实体要求,用于实现尺寸公差对位置度公差的补偿奖励;CZ: 成组要素(组合公差带),区别于默认的独立原则下的独立公差带,公差带同时要考虑多个要素间内部的方向和位置约束;SZ: 独立要素,仅在位置度标注时有意义(标注是为了明确,在GB/T1182中等同于默认的不标状态);SIMn:同时要求。用于实现多个位置度公差之间的同时联动,表示多个不同要素公差带之间的方向和位置约束也需要保证,而非相互独立;℗:延伸公差带。后面需附上延伸的数值,用于将公差带进行延伸,在评估时使用延伸后的公差带。
CZ、SZ仅在下述情况全部存在时使用:
- 位置度同时控制了多个要素,而非单一要素;
- 多个要素各自公差带之间,存在尚未明确是否应该予以考虑的内部约束。
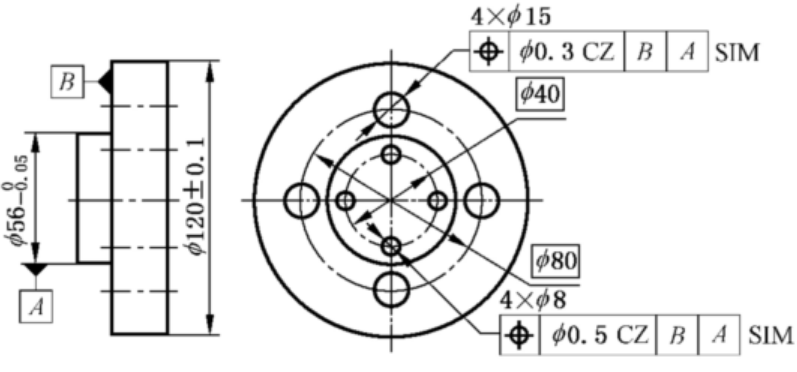
上图中标注解释:
1、
CZ表示位置度所管控的四个孔,不仅各自本身需要相对于垂直于基准B的基准轴A,满足理论半径+φ0.3的位置度要求,同时各个孔的公差带轴线还需要满足相互之间呈90°均匀分布的方向要求;2、
SIM表示各自约束了四个孔位置的两个位置度公差,形成的两组公差带之间并非独立(不是各自绕A轴可以自由旋转),还需要保证图示这样的角度一起同时旋转。
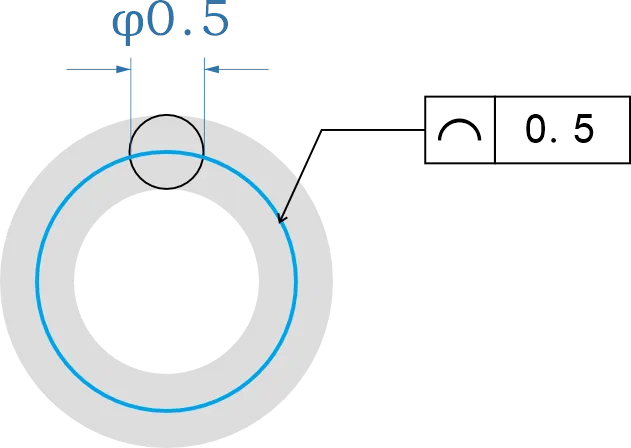
轮廓度
轮廓度分为线轮廓度和面轮廓度。
线轮廓度⌒0.2的公差带是:直径为0.2的圆沿着理论轮廓移动,形成的上下两条外包络线之间的区域。
面轮廓度⌓0.2的公差带是:直径为0.2的球沿着理论轮廓移动,形成的上下两个外包络面之间的区域。
轮廓度的功能
控制要素相对于理论轮廓的尺寸、形状、方向和位置。
轮廓度的特点
- 可以带基准,也可以不带基准[a];
- 可以管控表面要素或中心要素;[b];
- 控制的表面必须具准确定义的理论轮廓(由
理论尺寸或CAD模型完全定义,不能包含非理论尺寸); - 轮廓度的公差带默认关于理论轮廓对称分布;
- 不能使用符号
φ、Ⓜ、Ⓛ。
a.
①、轮廓度不带基准时,相当于公差带是自由的,不约束对于某一基准的位置。当不带基准时,轮廓度用在平面上等同于平面度;
②、轮廓度带基准时,公差带的形状由理论轮廓与公差值确定,公差带还需满足相对基准的理论位置、方向要求。
b. 在ASME GD&T标准中,轮廓度只能管控表面要素,不能用于中心要素等导出要素。
轮廓度常用修饰符
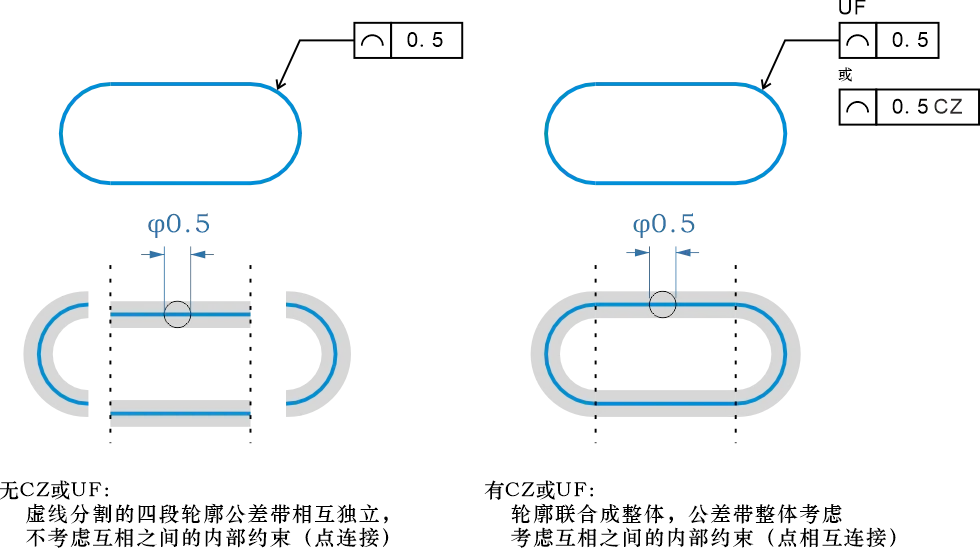
UZ:偏置公差带(非对称轮廓公差带)。当要求轮廓度公差带不是默认的对称分布时(如全部为凸出理论轮廓表面),在轮廓度公差值后用UZ±n提供公差带偏移量。其中+表示向实体外部偏移,-表示向实体内部偏移;J←→K:管控区间。表示轮廓度仅管控J到K之间的区域;- 公差框格引导线上的
○:全周。轮廓度管控所指点相连的整个周向表面; - 公差框格引导线上的
◎:全表面。轮廓度管控所指点相连的零件全部表面; CZ、UF:含义同位置度,在轮廓度上二者含义基本是相同的,表示将控制要素联合成一个整体计算公差带;><:仅方向。表示
GPS标准下,即使标注了全周或全表面符号,轮廓度也默认是独立原则,也就是说管控的各个表面公差带是相互独立的。
这种情况下,我们几乎永远都想将控制要素联合成整体去进行公差带考量,因此:
当标注了全周向轮廓度或全表面轮廓度时,几乎永远要加上
UF或CZ。
公差值的确定
公差值确定需参考以下因素:
- 加工方法所能达到的精度;
- 典型应用场景;
- 产品、特定类型零件专属标准;
- 供应商推荐值;
- 公差分析;
- 试装配后调整。

检验测量
线性尺寸
默认规则
- 无特殊标注要求情况下,尺寸的默认检验操作规则是局部
两点尺寸;(GB/T 38762.1-2020 5.2); - 无特殊标注说明情况下,几何要素的默认拟合方式采用无约束的
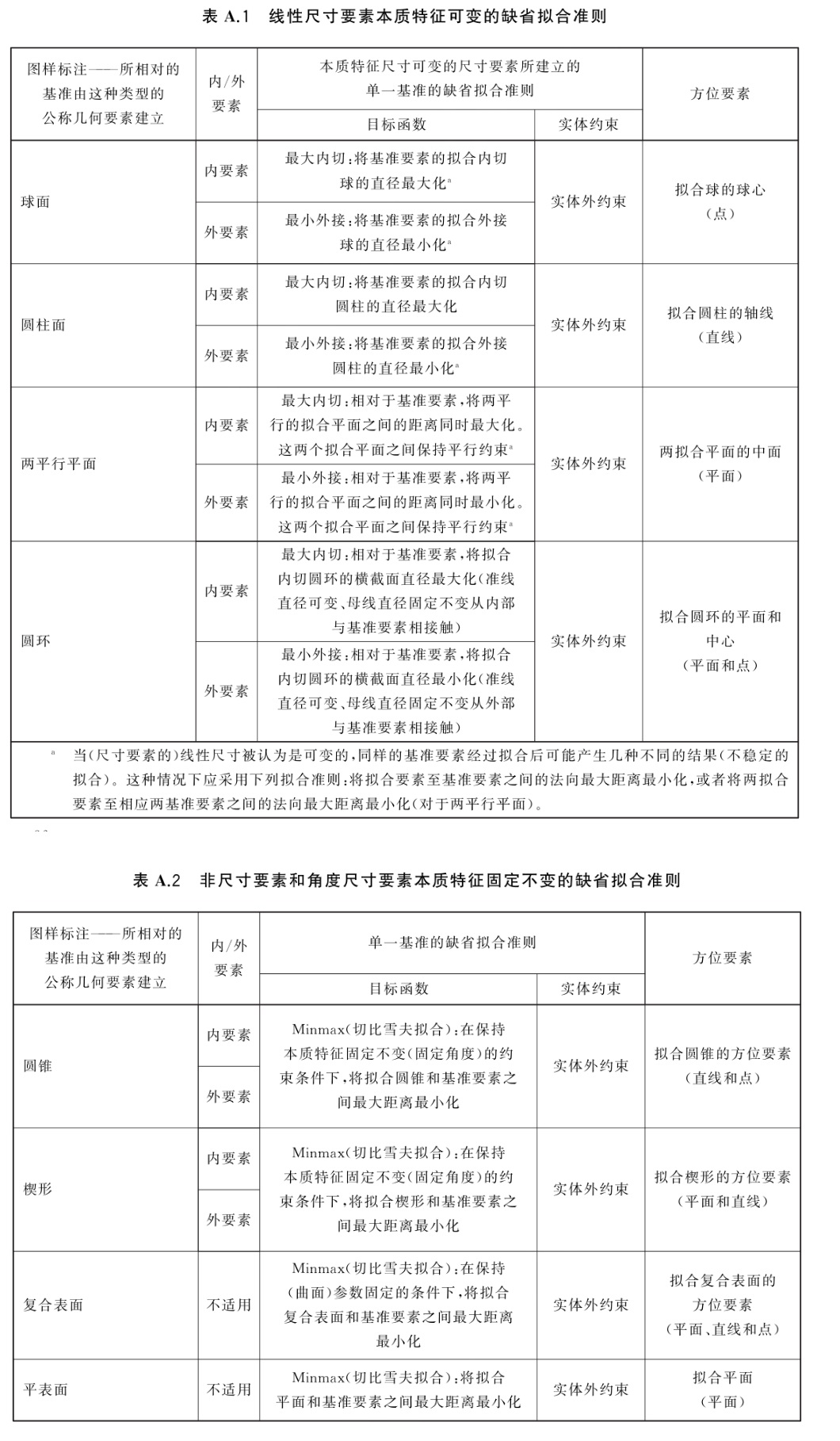
最小二乘(高斯)目标函数(GB/T 24637.3-2020 5.1); - 默认情况下,基准的拟合以基准相关标准确定,不同于被测几何要素,基准的默认拟合方法见《GB/T 17851-2022 表A.1、A.2》),具体地:
①. 基准由非理论尺寸要素构成,拟合准则默认为
最大内接(最小外切)准则;②. 基准由理论尺寸要素构成,拟合准则默认为
切比雪夫拟合;③. 基准由平表面、理论尺寸约束的锥面或楔形面建立时,拟合准则默认为
最大内接(最小外切)准则;④. 基准由非理论尺寸要素约束的锥面或楔形面建立时,拟合准则默认为
实体外约束条件下的切比雪夫拟合。
图纸标注方法
先明确设计意图(确定零件功能、配合关系和关键要素),再选择表达方式。
- 根据总装模型,在零件模型上用红色标明所有配合面;
- 确定通用的公差等级。包括定位的配合公差,确定默认平面度、垂直度的等级等,用大字标在图纸外侧;
- 修改明细栏信息:图号、材料、人员等;
- 确定表达视图,将视图置入图纸并对齐,标注视图信息;
- 确定并标注基准:一般以装配接触的先后顺序标注,如有定位结构一般以定位结构作为基准;
- 关键尺寸标注:对1步骤标红的配合面,进行尺寸和几何公差标注,公差确定需视装配需求定,无明确需求可参考步骤2确定的默认公差等级;
- 其他必要尺寸标注:如孔的位置关系;
- 粗糙度标注:在图纸右上角标注默认的粗糙度,在配合面标注对应的粗糙度;
- 激光标识位置:在对应位置指出激光标识的位置。
好的尺寸、几何公差标注应做到
- 功能性:充分且准确地表达了设计意图(零件功能、配合关系和关键要素);
- 检测性:检测容易,方法明确;
- 经济性:生产制造具有经济性。
如何审查图纸
- 检查图纸标准信息是否齐备、正确:
- 零件名;
- 公差标准体系;
- 图号、装配号、所属装配号、项目号;
- 材料及其标准;
- 图纸比例;
- 所属阶段;
- 技术要求;
- 图册序号、页码号(如有)。
- 检查图纸视图表达是否完整,是否冗余;
- 检查是否有参考尺寸,如有应删除;
- 图纸中的
0°、90°、180°、270°和0尺寸不需明确标注; - 检查图纸技术要求:
- 不应包括加工制造方法;
- 确定零件功能、装配关系;
- 找到配合面,确定各配合面上对手件的极限尺寸、最大实体实效尺寸;
- 检查线性尺寸是否有误或有遗漏;
- 检查已注几何公差的标准性,基准是否合理(基准一般应为配合面);
- 检查默认项是否齐备、正确:
- 未注尺寸、几何公差等级;
- 未注倒角、圆角值;
- 默认粗糙度;
- 激光标识格式与位置。
一些设计禁忌
- 薄壁件上一般不用粗牙螺纹,要用细牙螺纹。一般机械连接的结构件上,不能用细牙螺纹;
- 矩形、梯形、锯齿形螺纹不能用于连接,因为自锁性不好;
- 只有极特殊的情况下,才选用左旋螺纹;

